Лист нержавеющий зеркальный
Цена на 07.08.2026
Купить лист нержавеющий зеркальный в СтенлисПро
| Продукция | Марка стали | Толщина, мм | Раскрой, мм | Поверхность | Вес 1 листа (кг) | Стоимость 1 листа, руб | Цена с НДС, руб/кг | |||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Лист 0.5 1000х2000 | AISI 430 (12х17) | 0.5 | 1000х2000 | BA PEзеркальная | 7.72 | |||||||
| Лист 0.5 1250х2500 | AISI 430 (12х17) | 0.5 | 1250х2500 | BA PEзеркальная | 12.82 | |||||||
| Лист 0.5 1000х2000 | AISI 304 (08х18н10) | 0.5 | 1000х2000 | BA PEзеркальная | 7.9 | |||||||
| Лист 0.5 1250х2500 | AISI 304 (08х18н10) | 0.5 | 1250х2500 | BA PEзеркальная | 12.35 | |||||||
| Лист 0.6 1250х2500 | AISI 430 (12х17) | 0.6 | 1250х2500 | BA PEзеркальная | 14.94 | |||||||
| Лист 0.7 1000х2000 | AISI 430 (12х17) | 0.7 | 1000х2000 | BA PEзеркальная | 10.8 | |||||||
| Лист 0.7 1000х2000 | AISI 304 (08х18н10) | 0.7 | 1000х2000 | BA PEзеркальная | 11.5 | |||||||
| Лист 0.7 1250х2500 | AISI 430 (12х17) | 0.7 | 1250х2500 | BA PEзеркальная | 16.9 | |||||||
| Лист 0.8 1000х2000 | AISI 430 (12х17) | 0.8 | 1000х2000 | BA PEзеркальная | 12.41 | |||||||
| Лист 0.8 1000х2000 | AISI 304 (08х18н10) | 0.8 | 1000х2000 | BA PEзеркальная | 12.57 | |||||||
| Лист 0.8 1250х2500 | AISI 430 (12х17) | 0.8 | 1250х2500 | BA PEзеркальная | 20.12 | |||||||
| Лист 0.8 1250х2500 | AISI 304 (08х18н10) | 0.8 | 1250х2500 | BA PEзеркальная | 19.6 | |||||||
| Лист 1.0 1250х2500 | AISI 430 (12х17) | 1.0 | 1250х2500 | BA PEзеркальная | 24.1 | |||||||
| Лист 1.0 1250х2500 | AISI 304 (08х18н10) | 1.0 | 1250х2500 | BA PEзеркальная | 24.1 | |||||||
| Лист 1.0 1000х2000 | AISI 430 (12х17) | 1.0 | 1000х2000 | BA PEзеркальная | 15.4 | |||||||
| Лист 1.0 1000х2000 | AISI 304 (08х18н10) | 1.0 | 1000х2000 | BA PEзеркальная | 15.75 | |||||||
| Лист 1.2 1000х2000 | AISI 430 (12х17) | 1.2 | 1000х2000 | BA PEзеркальная | 18.5 | |||||||
| Лист 1.5 1000х2000 | AISI 304 (08х18н10) | 1.5 | 1000х2000 | BA PEзеркальная | 23.08 | |||||||
| Лист 1.5 1250х2500 | AISI 304 (08х18н10) | 1.5 | 1250х2500 | BA PEзеркальная | 37.2 | |||||||
| Лист 1.5 1250х2500 | AISI 430 (12х17) | 1.5 | 1250х2500 | BA PEзеркальная | 36.2 | |||||||
| Лист 1.5 1000х2000 | AISI 430 (12х17) | 1.5 | 1000х2000 | BA PEзеркальная | 23.36 | |||||||
| Лист 2.0 1000х2000 | AISI 304 (08х18н10) | 2.0 | 1000х2000 | BA PEзеркальная | 31.1 | |||||||
| Лист 2.0 1250х2500 | AISI 304 (08х18н10) | 2.0 | 1250х2500 | BA PEзеркальная | 46 | |||||||
| Лист 2.0 1250х2500 | AISI 430 (12х17) | 2.0 | 1250х2500 | BA PEзеркальная | 48.3 | |||||||
| Лист 2.0 1000х2000 | AISI 430 (12х17) | 2.0 | 1000х2000 | BA PEзеркальная | 30.8 | |||||||
Одним из способов получения зеркальной поверхности на нержавеющих листах является процесс термической обработки. Рассмотрим, пожалуй, самое распространённое обозначение зеркального нержавеющего листа, которое встречается в России – BA PE. Это аббревиатура обозначает следующее: «BA» - Bright annealing (анг.) или, переведя на русский язык, процесс термической обработки под названием светлый отжиг, а вторые две буквы — это просто сокращенное обозначение защитной пленки из полиэтилена с адгезивным прорезиненным слоем, где «PE» расшифровывается как Polyethylene.
маркировка на пленке нержавеющего листа AISI 304 с зеркальной поверхностью. Буквы BA обозначают Bright Аnnealing - светлый отжиг
Сейчас подробно разберем процесс светлого отжига, в результате которого поверхность нержавеющего листа становится зеркальной.
При нагреве нержавеющей стали в атмосфере воздуха в процессе термообработки сталь подвергается окислению и обезуглероживанию, а окисление железа и хрома на поверхности нержавейки отражается на ее потемнении. Чтобы этого избежать и получить зеркальную поверхность нержавеющей стали, сталь проходит прокатку, светлый отжиг, травление и дрессировку. С повышением количества проходов между валками при холодной прокатке уменьшается степень шероховатости поверхности металла, т.е снижается размер зерна нержавеющей стали. Такое изменение шероховатости четко отражается на дифференциации значений коэффициента зеркального отражения стали. В том числе и поэтому рулон нержавейки проходит большое число различных валков, пока пробирается от разматывателя в самом начале линии к секции, где сталь проходит последующий светлый отжиг, в процессе которого на выходе мы получим зеркальный нержавеющий лист, но который, пока что, находится на принимающем барабане в виде рулона и ожидает последующих операций. Разберем все по порядку.
До процесса светлого отжига с холоднокатаного рулона нержавеющей стали, находящегося на разматывателе, снимают прокладочную бумагу, пропускают через тянущие валки, подравнивают края на линии резки и сваривают в одну сплошную полосу, которая проходя очистительные сооружения попадает в заветную секцию светлого отжига.
В секции светлого отжига происходит процесс непосредственно самого отжига листа или, в случае прохождения по конвейеру, непрерывной ленты из нержавеющей стали в печи с контролируемой защитной атмосферой. Она представляет собой сухой водород или сухой диссоциированный аммиак, который за счет нагрева до температуры примерно в 800 °С разлагается на азот (25%) и водород (75%). Эта защитная атмосфера печи обеспечивает отсутствие обезуглероживания, позволяет снизить потери металла, исключает окисление поверхности, сохраняет светлой поверхность нержавеющего холоднокатаного листа, тем самым устраняя обычные операции травления, связанные с традиционным отжигом.
Система печи светлого отжига и происходящие в ней процессы
Основными компонентами системы защитной атмосферы печи являются резервуар для хранения аммиака, диссоциатор для крекинга аммиака до водорода и азота и сушилка полученного газа с адсорбентом типа «молекулярного сита» с полностью автоматическим контролем для дальнейшего уменьшения точки росы диссоциированного аммиака. Назвали этот адсорбент так потому, что размер его пор схож с размером молекул поглощаемого вещества. В том случае, если размер молекул поглощаемого вещества превышает размер пор адсорбента, то они не проходят и не поглощаются, если же меньше, то они проникают в адсорбент и поглощаются им.
Этот адсорбент представляет собой кристаллическое вещество, сходное с искусственно приготовленными алюмосиликатами - цеолитами. Сушка газа с помощью «молекулярных сит» может быть доведена до точки росы (-70) - (-80) °С. Когда молекулярные сита насыщаются поглощенными веществами, их очищают путем регенерации при температуре 300-350° С. Именно благодаря этой уже иссушенной защитной атмосфере печи и сохраняется после отжига светлая поверхность нержавеющей стали.
Диссоциатор аммиака же состоит в основном из одной или нескольких реторт, заполненных катализатором, который нагревается снаружи и через который пропускается газообразный аммиак. Аммиак диссоциирует в соответствии с реакцией 2NH3 -> 3H2 + N2. Подача паров аммиака происходит в диссоциатор через редукционный клапан с постоянным давлением. После прохождения через редукционный клапан аммиак входит в реторты диссоциатора, которые заполнены катализатором. Реторты диссоциатора расположены в огнестойкой нагревательной камере, а тепло, необходимое для процесса диссоциации, подается с помощью сопловых горелок, которые работают под высоким уровнем контроля. Из реторт диссоциированный аммиак поступает в охладитель поверхности с водяным охлаждением, а затем проходит через расходомер и вводится в линию обслуживания. После охлаждения нержавейка проходит череду валков и через накопитель попадает на наматыватель.
Блок светлого отжига состоит из следующих основных компонентов (рис.1):
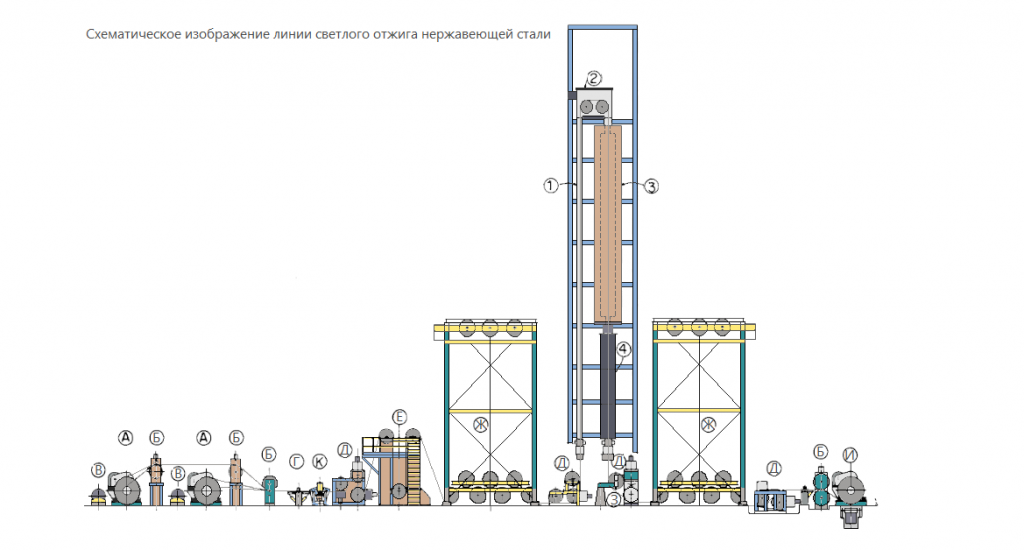
линия производства зеркальных нержавеющих листов BA PE
- А - Наматыватель (принимающий барабан), предназначен для разматывания рулона и создания заднего натяжения
- Б - Валки тянущего устройства
- В - Моталка для бумаги, предназначенная для смотки защитной бумаги при размотке рулона
- Г - Ножницы - для подготовки концов рулонов к сварке
- Д - Натяжное роликовое устройство (для регулирования длины полосы)
- Е - Устройство для очистки рулонной стали или листов – на этом участке применяется щелочной очиститель или трихлорэтилен
- Ж - Петлевые накопители полосы
- З - Регулятор натяжения
- И - Наматыватель (принимающий барабан)
- К - Сварочный аппарат - для сварки рулонов для непрерывной работы
- 1 - Пропускной туннель на входе в печь светлого отжига
- 2 - Поворотные валки с кожухом
- 3 - Зона отжига (печь) - содержащая инертную атмосферу сухого диссоциированного аммиака или водорода. Такая печь может быть муфельного типа, либо, как вариант, печь прокладывают высококачественным огнеупорным кирпичом
- 4 - Зона охлаждения (Джет-охладитель) – так же содержит инертную атмосферу сухого диссоциированного аммиака, либо водорода
Затем рулон нержавеющей стали транспортируют к зоне, где происходят завершающие этапы получения зеркальной поверхности: травление и дрессировка. В процессе травления происходит удаление толстого слоя оксида, который образовывается на поверхности стали во время отжига в печи. Как правило, травление осуществляют в нескольких травильных ваннах, содержащих кислотные растворы, способствующие удалению этого слоя оксида. Дрессировка же производится при помощи рабочих валков, называемых валками зеркальной полировки, которые придают нержавеющему рулону блестящий внешний вид, опять же за счёт снижения уровня шероховатости поверхности стали.
Если сравнивать с нашими старыми ГОСТами, то поверхность зеркального нержавеющего листа с обозначением «BA» относится к 13-14 классам шероховатости, которые являются самими высокими классами чистоты поверхности. Если сравнивать с нашими старыми ГОСТами, то поверхность зеркального нержавеющего листа с обозначением «BA» относится к 13-14 классам шероховатости, которые являются самими высокими классами чистоты поверхности.
Как вы уже, наверное, поняли, зеркальная поверхность получается на обеих сторонах рулонной нержавеющей стали. Остается только нанести защитную пленку и пропустить рулон через секцию резки, где в результате всех итераций мы получим уже знакомый всем нам зеркальный нержавеющий лист.
Нержавеющий зеркальный лист – особенности
Есть пара моментов, связанных с зеркальной листовой нержавейкой, которые могут вам быть полезны. Первый связан с максимальной толщиной и раскроем нержавеющего листа, который имеет зеркальную поверхность. В большинстве случаев у металлоторговых организаций, включая нас – СтенлисПро, в ассортименте представлены толщины зеркальных нержавеющий листов от 0.5 мм до 2 мм. И раскрой таких листов либо 1000х2000 мм, либо 1250х2500 мм. Это самые распространенные варианты. Размер 1500х3000 мм можно найти у европейских производителей. Листы с зеркальной поверхностью толщиной более 2 мм – это спецзаказ. Но также стоит отметить, что в данный момент существуют промышленные линии для светлого отжига в водородной атмосфере, где может проходить термическую обработку нержавеющие стали толщиной от 0.025 мм до 5 мм, с максимальной рабочей температурой до 1180 °С.
Относительно второго момента можно добавить то, что оборудование для светлого отжига есть у крупных металлургических концернов, у которых производство нержавеющих листов представляет собой полный цикл, начинающийся с непосредственной выплавки стали в печах, отливки слябов и дальнейших различных видов прокатки и обработки поверхности. В Азии, к примеру, это YUSCO, POSCO, TISCO, BAOSTEEL. Если вы вдруг увидели на поверхности зеркального нержавеющего листа BA PE в маркировке названия компаний YC Inox, Stanch, Yeun Chyang или Lien Kuo, то знайте, что это просто азиатские сервисные центры, которые закупают у металлургических концернов уже готовые зеркальные нержавеющие рулоны и у себя режут их на аппаратах продольной и поперечной резки, покрывают пленкой и упаковывают в пачки, либо оставляют в виде небольших рулонов, а затем эту продукцию в таком виде и продают.
Кстати, именно у этих сервисных центров мы и закупаем зеркальные нержавеющие листы. Территориально они расположены на Тайване. Относительно предпочтений среди наших покупателей зеркальных листов могу сказать, что в приоритете сервисные центры Stanch и YC Inox, так как, судя по отзывам покупателей, их листы на данный момент обладают лучшей отражательной способностью поверхности и высокой плоскостностью.
Так что, если вы надумаете купить зеркальный нержавеющий лист, то обращайтесь к нам, в компанию СтенлисПро по телефону (812) 320-14-01. Как видите, уж что-то в них мы да понимаем.
Оформление заказа
Для осуществления заказа вам достаточно позвонить по телефону 8 (812) 320-14-01.
Склад с нержавеющей продукцией находится в Санкт-Петербурге на Парнасе, Энгельса пр-кт, 163. Вся продукция сертифицирована.
Получить оплаченный товар можно путем самовывоза из Санкт-Петербурга, либо мы самостоятельно просчитаем и закажем доставку. При заказе не забывайте сообщить менеджеру район куда бы вы хотели чтобы был доставлен материал.
Если у вас остались вопросы. Вся контактная информация указана на сайте. Наш прокат это высококачественные материалы, определенной конструкции и вида. Заказывая у нас вы можете быть уверены в их качестве. Для всех покупателей предоставляется услуга хранения (до вывоза) и упаковки.




